English
English Japanese
Japanese


![[!--PicAlt--]](/d/file/zhuzaojian.jpg)

技術要求確認会議
お客様の技術要求によって、DHFは技術会議を行います。会議の確認内容は①材質成分と製鋼要求(結晶粒微細化の変質処理、ガス含有量標準を含んでおります)②鋳型の種類及び砂の要求③合金のベーキング要求④製錬プロセス要求、例えば鋳込み鋼湯の重量、押金物の重量等⑤冷す時間と穴出し⑥熱処理プロセス要求⑦溶接材の要求、溶接補修プロセスの要求⑧外観荒さの要求⑨非破壊検査等級の要求が有する。会議参加者はDHFのプロジェクトマネージャー(全体品質と工程監理の担当)、工場のプロジェクトマネージャ、技術部部長(責任者)、生産部部長(責任者)、現場の組長、検査部長(責任者)、検査員と仕入部部長(責任者)を含んでおります、会議中に品質と工程の要求を詳しく、皆に伝えて、了解を取って、及び誰にも技術要求と工程表を提出いたし、それから、段階が開始する前にDHFのプロジェクトマネージャー(品質と工程の監理者)は関係者にもう一回技術要求と工程を確認して、通知いたします。
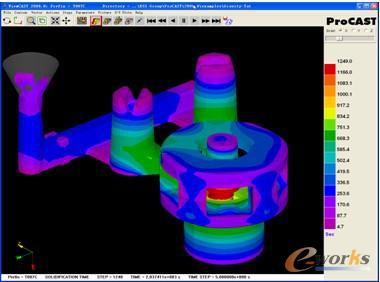
プロセスシミュレーション
技術交流会が終わってから、DHFは最終に決めたプロセスによって、鋳込み前のプロセスシミュレーションを行い、プロセスがいいかどうかのを確認します、シミュレーションの結果によって、対策を立て、技術要求と安全性を満足できるように、最高のプロセスを作成します。


木型の製作と検査
木型は鋳造に対して、大切な存在があります。原材料の強度と製作プロセスと寸法等は直接に鋳造品の品質に影響します、それでDHFのプロジェクトマネージャーは製作前に木型の原材料、製作プロセスと製作過程等をスーバーバイザーして、厳しく検査します。若し前の段階が不合格だったら、次の段階に入るのを許しません。


鋳型の製作と検査
鋳型の製作は鋳造品の品質に対して大切であります、そして、よく事故になる原因であります、それで、鋳型は問題が有ったら、製品品質の問題だけではない可能性が大きくて、厳重な事故になる可能性も大きいです、従って、DHFのプロジェクトマネージャーは必ず鋳型製作過程の全てをスーパーバイザーして、検査します、原材料の砂粒径から水グラスの比率、湯道の位置、クロム砂の位置、砂の緻密度厚さ、整体空気抜きシステムの配置、鋳型表面耐熱塗料と鋳型組立後の内部湿度まで、全てを確認し、品質の問題と事故の発生等を防止します、

製鋼前原材料の検査
製鋼前にDHFのプロジェクトマネージャーは原材料の成分が成分要求を満足できるかどうかのを確認します、例えば原材料中の炭素、ヒ素、錫と铅は製鋼中に、変わらないですから、炭素、ヒ素、錫、铅が少ない原材料を選択します、若しも原材料が技術要求を満足できない場合にDHFのプロジェクトマネージャは厳しく工場に要求し、低炭素、ヒ素、錫、铅の原材料に変更させて、製品の品質を保証します、
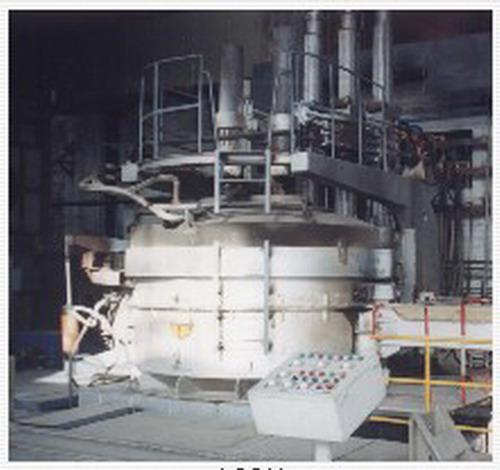

製鋼前設備の安全性確認
製鋼前にDHFのプロジェクトマネージャーは工場の安全部長と一緒に、設備メンテナンス記録を確認し、メンテナンス作業者と一緒に設備の安全性を確認します、製鋼中に安全は一番大切であり、若しも安全事故が発生したら、工場は政府に短期休業される可能性が大きいです、それなら、工程は大変に遅延されます、DHFは多年経験(例えば製鋼中に黒鉛電極が落ちました、製鋼中に水循環システムは問題が有った、天井クレーンのブレーキは問題が有って、溶鋼鍋が突然に落ちました、幸いのは事故がないでした、)が持っておりますから、必ず徹底的に安全検査を行います、


溶鋼の成分検査
製鋼の時にDHFのプロジェクトマネージャーは全過程を監理し、溶鋼の成分を確認します、成分分析段階は三つがあり、①成分調整段階一回、②出鋼前に一回、③鋳込み中にノズルから一回サンプルを取って、分析します、全ての成分が合格したら、冷す段階に入ります、その中に一回が不合格になる場合に、次回の段階に入るのを禁止して、作り直させます、

鋳込み現場検査
出鋼後、鋳込み前に溶鋼を浄化するのために、アルゴンガスを吹込みます、DHFのプロジェクトマネージャーは厳しく鋳込み時間、溶鋼鋳込み量、鋳込み温度と押し湯の高さ等を確認して、監理します、品質を保証します、

鋳造品冷却とピットアウト
鋳込み後、製品の厚さと材質によって冷す時間が同じではありませんから、製品によって冷す時間を待つ、製品が250℃以下に穴から出さなければ行けません、

砂落とし
穴から出してから、製品表面の砂落としを行います、なるべく人力で、エアハンマを使います、若しも大型機械で行ったら、製品表面に大きい傷をつける可能性が大きいです、全過程中に水禁止し、亀裂の発生を防止します、

外観目視検査と寸法検査
砂落としが終わってから、外観目視検査を行って、大きい亀裂が有るかどうかのを確認します、寸法検査を行い、寸法が合格したかどうかのを確認します、若しも問題が有れば、早速検討し、対策を立て、解決します、工程の延期を防止します、


押し湯と湯道の切断
早速落としを完成し、それから製品の温度が残っている状態で、押し湯を切断します、最初に押し湯を200mm高さを残り、焼きならし後、急いで押し湯を全部切断します、炭素が0.5%以上場合に、押し湯を切断する時に温度が200度以上では無ければなりません、

重量確認
熱処理前にDHFのプロジェクトマネージャーは製品の重量をはかります、重量は理論重量と同じですかどうかのを確認します、若しも重量の差が大きい場合に、急いで問題を探し、対策を立てて、解決します、

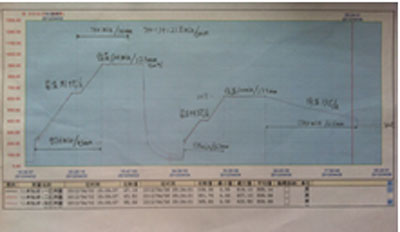
熱処理
熱処理は製品の機械性質を守る大切なプロセスであり、加熱スピード、保温時間と冷却方式等プロセスパラメータは製品の材質によって区分し、熱処理案を作成します、熱処理前にDHFのプロジェクトマネージャーは熱処理の関係者を集め、皆にもう一回詳しく熱処理の要求を確認し、熱処理過程をスーパーバイザーします、


磁粉非破壊検査
磁粉非破壊検査普通は三つ種類があります、①、馬蹄型(長所は操作し易いですが、短所は表面に対して要求が高いです、) ②、ストラット式(長所は表面に対して要求が高くなくて、大型鋳造品に対して能率が高いですが、短所は操作し難いです)、③、蛍光式(長所は欠陥を発見しやすいですが、短所は製品の表面に対して要求が高いだけではなくて、コストも高いです)、製品と要求によって、検査の方法を選びます、DHFのプロジェクトマネージャーは磁粉非破壊検査が上手で、検査の全過程をスーパーバイザーします、


超音波非破壊検査
超音波非破壊検査は二種類があり、フェズアレーと普通な探傷器であり、普通な探傷器はセンサー中に一つ音波発信器がありますが、フェズアレーのセンサー中に十六個音波発信器があるだけではなくて、欠陥の形と寸法を出すことが出来ます、精密製品を製作する時に、お客様は要求がある場合に、DHFは厳しくフェズアレー検査を行います、DHFのプロジェクトマネージャーは超音波非破壊検査が上手です。

欠陥の補修
修復の全過程でDHFの総体的な品質管理を担当するエンジニアは監督と検査を行い、修復が要求に応じているか、また合格かどうかを確認する。修復する前に、位置と深度を確認する。その後、 ガウジング を行いながら、欠陥の大きさを確認する。欠陥を徹底的に除いてから、ガウジングしたところを磨き上げ、理想的な仕上面が得られた後、もう一度MTとUTで探傷して欠陥がきれいに除かれたかどうかを確認する。それから、溶接する前に、熱を加え約150度に達した時に溶接し修復する。溶接後、保温のための用具で修復した所を覆って保温し、速やかに局部応力除去焼鈍を行う。


船積みと海上輸送
製品は港に到着してから、DHFのプロジェクトマネージャーは前に作成した船積み案によって、船長に確認し、船積みを行います、海上輸送中に傷をつけないのを保証します、